Наместников СергейТел.: 8-917-672-02-76E-Mail:ICQ: 360168762Наш сайт: http://transfer-company.ruСайт-визитка: http://rusoborudovanie.jimdo.com |
Вариант 1.Г-образный участок порошковой окраски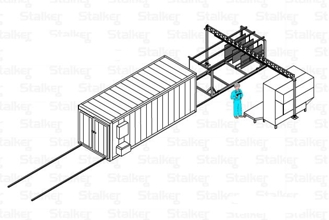 Вариант 2.Кольцевой участок порошковой окраски Вариант 3.Полукольцевой участок порошковой окраски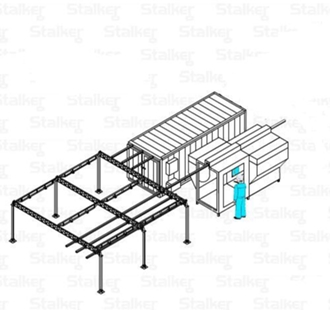 |
Вариант-1. Г-образный участок порошковой окраски Комплект оборудования для порошковой окраски состоит из окрасочной камеры полимеризации проходного типа с пультом управления, одной окрасочной камеры напыления тупикового типа с блоком фильтров и пультом управления и транспортной системы с одной верхней направляющей, поворотной кареткой и нижней транспортной тележкой. Процесс нанесения порошковых красок на изделия происходит по следующей схеме: 1. В специально отведенном месте участка порошковой окраски подготовить поверхности изделий к нанесению на них порошковой краски, т е. обезжирить поверхности изделий. 2. Подготовленные к порошковому окрашиванию изделия подвесить на каретки, установленные в продольной направляющей транспортной системы. 3. Каретки с изделиями поочередно поместить в рабочую зону окрасочной камеры напыления и пистолетом - распылителем нанести порошковую краску на поверхности изделий равномерным слоем. 4. Каретки с изделиями, с нанесенной на них порошковой краской, переместить в тележку. 5. После заполнения тележку переместить к камере (печи) полимеризации. 6. Тележку с изделиями поместить в камеру полимеризации, закрыть двери, произвести включение нажатием кнопки Пуск. 7. Начался процесс полимеризации порошковых красок, который продолжается 10-30 мин., в зависимости от массы загруженных изделий и температуры полимеризации порошковой краски. 8. Во время полимеризации загруженных изделий обслуживающий персонал участка порошковой окраски может заниматься подготовкой поверхностей, нанесением порошковой краски на следующую партию изделий, заполнением освободившихся кареток. 9. Камера полимеризации работает в автоматическом режиме, и после окончания процесса полимеризации включается звуковая сигнализация. 10. Каретки с покрытыми изделиями выкатить из камеры полимеризации. 11. После полимеризации, изделия выдержать при комнатной температуре до полного остывания. 12. Остывшие покрытые изделия выгрузить и освободившиеся каретки вновь заполнить подготовленными к порошковой окраске изделиями. Процесс покрытия изделий полимерными порошковыми композициями считается законченным. В зависимости от производительности, габаритных размеров изделий, площади помещения, выделенной под участок порошковой окраски, наша Компания подберет наиболее универсальный для Вас вариант комплектации линии порошковой окраски! Вариант-2. Кольцевой участок порошковой окраски Комплект оборудования для порошковой окраски состоит из камеры полимеризации проходного типа с пультом управления, двухпостовой камеры напыления проходного типа с блоком фильтров и пультом управления, верхней транспортной системы. Процесс нанесения порошковых красок на изделия происходит по следующей схеме: 1. В специально отведенном месте участка порошковой окраски подготовить поверхности изделий к нанесению на них порошковой краски, т. е. обезжирить поверхности изделий. Процесс покрытия изделий полимерными порошковыми композициями считается законченным. Вариант-3. Полукольцевой участок порошковой окраски Комплект оборудования для порошковой окраски состоит из камеры полимеризации тупикового (проходного) типа с пультом управления, двухпостовой (однопостовой) камеры напыления проходного типа с блоком фильтров и пультом управления, верхней транспортной системы. Процесс нанесения порошковых красок на изделия происходит по следующей схеме: 1. В специально отведенном месте участка порошковой окраски подготовить поверхности изделий к нанесению на них порошковой краски, т. е. обезжирить поверхности изделий. Процесс покрытия изделий полимерными порошковыми композициями считается законченным.  |